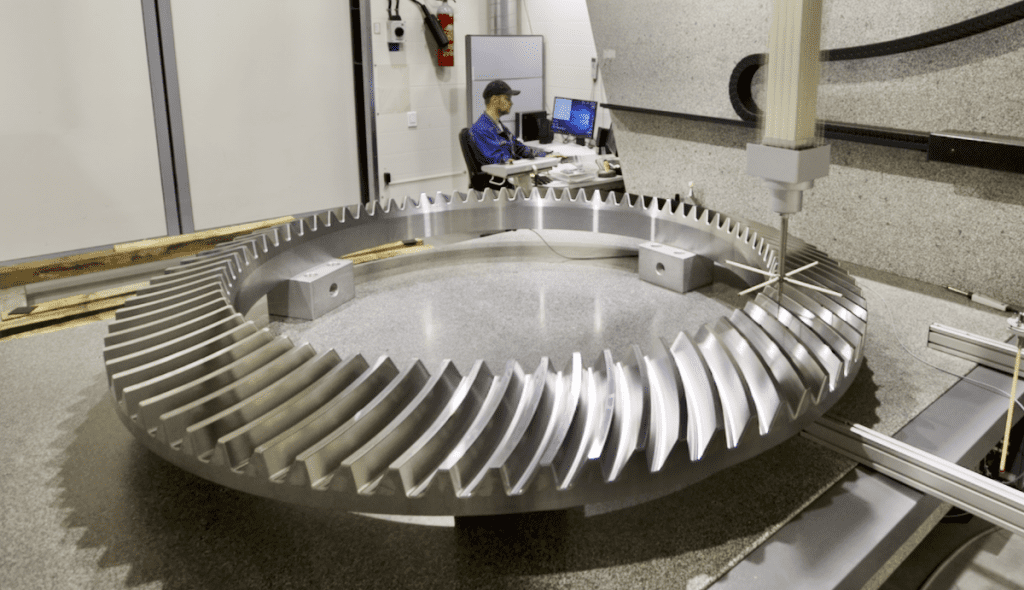
The significance of the bevel gear contact pattern
The significance of the bevel… Keep reading

The significance of the bevel… Keep reading
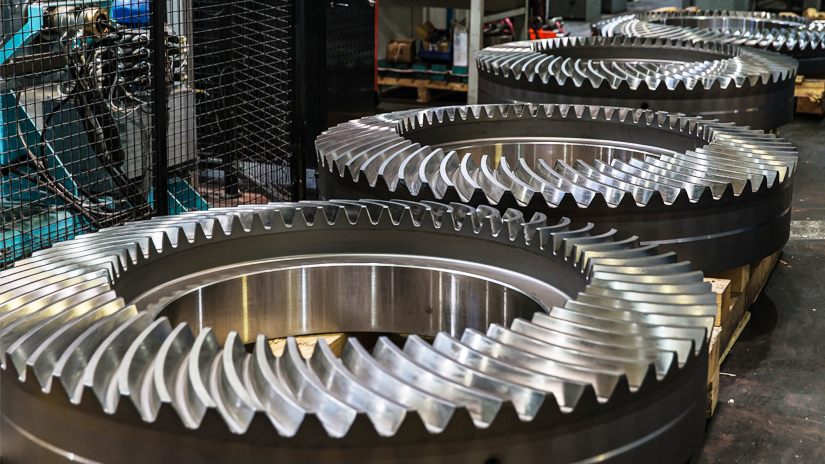
What is a Bevel Gear?… Keep reading
The new type of megacar… Keep reading
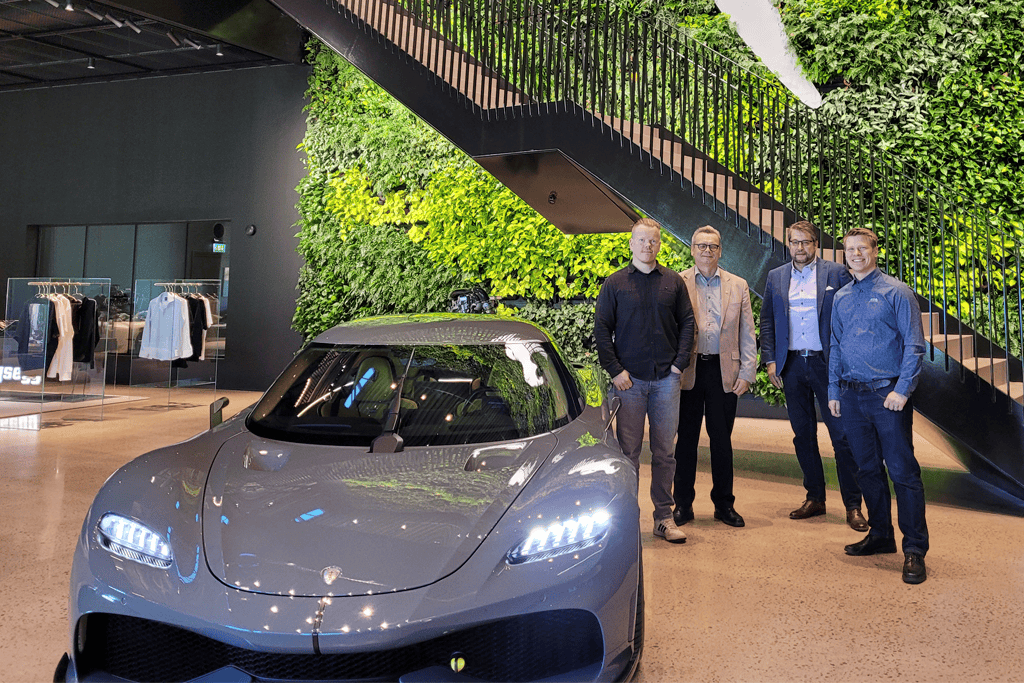
It’s all impressive: the gyratory… Keep reading

Famous for their reliable robustness… Keep reading

Free your mind with 5-axis:… Keep reading

Bringing bevel gears back to… Keep reading

Bevel gear quality is not… Keep reading
Take the tram! Ten purpose-built… Keep reading
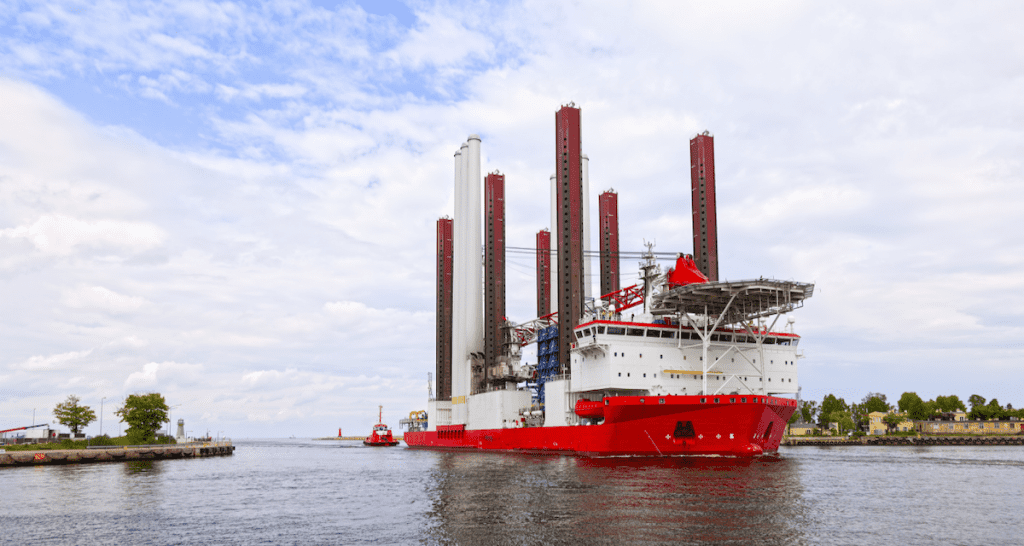
Jack-up gears are monsters in… Keep reading